 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىلأية أسئلة وتعليقات من العملاء، سوف نقوم بالرد بصبر ودقة.
البنية المادية: برونز الألومنيوم المصبوب CuZn25Al6Fe3Mn3، مع ملحق من الجرافيت. مميزات...
إن جلبة العمود الخالية من الزيت - والتي تسمى أيضًا محمل الجلبة ذاتية التشحيم، أو الجلبة الخالية من الزيت، أو جلبة العمود الجاف - عبارة عن مكون محمل أسطواني مصمم لدعم عمود دوار أو متأرجح دون الحاجة إلى أي تزييت خارجي مثل الشحوم أو الزيت أو إعادة التشحيم بشكل دوري. يلتف الغلاف حول مجلة العمود ويوفر واجهة انزلاقية منخفضة الاحتكاك بين العمود ومبيته، ويعتمد كليًا على مواد التشحيم الصلبة المدمجة في مادة المحمل نفسها أو المطبقة عليها لإدارة الاحتكاك والتآكل طوال عمر المكون.
المشكلة التي تحلها أكمام العمود الخالية من الزيت هي في الأساس مشكلة تتعلق بالوصول إلى الصيانة والتلوث البيئي والموثوقية التشغيلية. في المحامل التقليدية المشحمة بالزيت، يتم التحكم في الاحتكاك والتآكل عن طريق الإمداد المستمر أو الدوري بالزيت أو الشحوم إلى واجهة المحمل. يعمل هذا بشكل جيد عندما يكون المحمل قابلاً للوصول للتزييت الروتيني، وعندما تكون بيئة التشغيل نظيفة ومعتدلة، وعندما لا يشكل تلوث الزيت في المعدات أو المنتج المحيط مصدرًا للقلق. لكن العديد من التطبيقات الواقعية تفشل في واحد أو أكثر من هذه الشروط: لا يمكن تشحيم المحامل في معدات تجهيز الأغذية بمواد التشحيم البترولية؛ لا يمكن الوصول إلى المحامل العميقة داخل هياكل الآلات الكبيرة للتشحيم المنتظم؛ المحامل في بيئات التعدين المتربة تتلوث طبقة الزيت الخاصة بها خلال أيام من الاستخدام؛ تعمل المحامل الموجودة في ناقلات الفرن ذات درجة الحرارة العالية فوق درجة حرارة تحلل أي زيت تشحيم عملي.
إن غلاف العمود الخالي من الزيت المحدد بشكل صحيح يزيل كل هذه القيود. إنه يوفر وظيفة حمل الحمولة وتحديد موقع العمود لمحمل الأكمام التقليدي مع عدم وجود مدخلات تشحيم خارجية طوال فترة الخدمة الكاملة للمكون - عادةً من 5000 إلى 50000 ساعة تشغيل اعتمادًا على المادة والحمل والسرعة والبيئة. بالنسبة لمصممي المعدات، يعني هذا أنظمة تشحيم أبسط، وتكاليف صيانة أقل، والقدرة على تركيب المحامل في المواقع التي قد يكون من غير العملي تشحيمها. بالنسبة للمستخدمين النهائيين، فهذا يعني تقليل وقت التوقف عن العمل، والتخلص من تكاليف شراء مواد التشحيم والتخلص من النفايات، وتحسين نظافة المنتج في التطبيقات الحساسة.
إن قدرة جلبة العمود الخالية من الزيت على العمل بدون تشحيم خارجي لا تتعلق ببساطة باستخدام مادة منخفضة الاحتكاك - فهي تعتمد على آلية احتكاك محددة يقوم من خلالها سطح المحمل بتوليد طبقة تشحيم وتجديدها أثناء التشغيل.
الآلية الأكثر أهمية في محامل الأكمام ذاتية التشحيم هي تكوين فيلم نقل على سطح عمود التزاوج. أثناء دوران العمود مقابل تجويف المحمل، يتم إطلاق كميات مجهرية من مواد التشحيم الصلبة - عادةً PTFE (بولي تترافلوروإيثيلين)، أو الجرافيت، أو ثاني كبريتيد الموليبدينوم (MoS₂)، أو مجموعات منها - من مادة المحمل وتلتصق بسطح العمود كطبقة رقيقة ومستمرة يبلغ سمكها عادةً 1-5 ميكرومتر. بمجرد إنشاء فيلم النقل هذا (عادةً خلال الساعات القليلة الأولى من التشغيل، والتي تسمى فترة "التشغيل")، يكون الاتصال فعالاً بين سطحين مشحمين - فيلم النقل الموجود على العمود ومادة التشحيم الصلبة في تجويف المحمل - بدلاً من بين المعدن العاري والمواد الحاملة. يؤدي هذا إلى تقليل معامل الاحتكاك بشكل كبير (عادةً إلى 0.03-0.15 اعتمادًا على المادة والظروف) ومعدل التآكل طوال الفترة المتبقية من عمر المحمل.
تطلق التصميمات المختلفة لمحامل الأكمام الخالية من الزيت مواد التشحيم الصلبة الخاصة بها من خلال آليات مختلفة. في المحامل المعدنية الملبدة (البرونز أو الحديد الملبد المشرب بالزيت)، يتم إطلاق مادة التشحيم حراريًا - تتوسع المصفوفة المعدنية المسامية قليلاً تحت حرارة الاحتكاك، وتضخ الزيت المخزن إلى السطح؛ عندما يبرد المحمل في حالة الراحة، يتم سحب الزيت مرة أخرى عن طريق العمل الشعري. في المحامل المركبة المبطنة بـ PTFE، تؤدي الطاقة السطحية المنخفضة لـ PTFE بشكل طبيعي إلى تشويهها على سطح العمود تحت ضغط التلامس. في المحامل البرونزية الموصولة بالجرافيت، يتم ضغط مدخلات الجرافيت مباشرة في الثقوب أو الأخاديد في المصفوفة البرونزية، ويقوم الاتصال المنزلق تدريجياً بقص جزيئات الجرافيت المجهرية التي تشكل طبقة التشحيم. في محامل مصفوفة البوليمر المملوءة بـ PTFE أو الجرافيت أو MoS₂، يتم توزيع جزيئات الحشو بشكل متجانس في جميع أنحاء المادة ويتم كشفها بشكل مستمر على سطح التآكل أثناء تشغيل المحمل.
كل غلاف عمود بدون زيت ذاتي التشحيم له قيمة PV محدودة - منتج ضغط المحمل P (بالميجا باسكال أو رطل لكل بوصة مربعة) وسرعة الانزلاق V (بالمتر/الثانية أو القدم/الدقيقة) حيث يمكن أن تعمل مادة المحمل دون ارتفاع درجة الحرارة أو التآكل المفرط أو التشنج. الحد الكهروضوئي هو حد الأداء الأساسي للمحامل ذاتية التشحيم، وهو مماثل لمعدل الحمل لمحمل العنصر المتداول. عندما يتم تجاوز القيمة الكهروضوئية، فإن توليد حرارة الاحتكاك عند الواجهة يتجاوز قدرة مادة المحمل على توصيل الحرارة بعيدًا، مما يتسبب في التدهور الحراري لمادة التشحيم الصلبة، والتآكل المتسارع، وفي النهاية فشل المحمل. يجب على المصممين حساب الطاقة الكهروضوئية الفعلية لتطبيقهم (P = الحمل الشعاعي / المساحة المتوقعة؛ V = π × قطر العمود × دورة في الدقيقة / 60,000) والتأكد من أنها أقل من الحد الكهروضوئي المقدر للمادة - عادةً مع عامل أمان قدره 2-3 للتشغيل المستمر.
يتم تحديد أداء غلاف عمود التشحيم الذاتي إلى حد كبير من خلال اختيار المادة الأساسية ونظام التشحيم الصلب. يحتوي كل نوع من المواد على نقاط قوة وقيود محددة ومجالات التطبيق الأكثر ملائمة. هنا لمحة مفصلة عن الفئات الرئيسية.
الأكمام البرونزية الخالية من الزيت الموصولة بالجرافيت - والتي تسمى أحيانًا "برونز الجرافيت" أو الأكمام "البرونزية الخالية من الصيانة" - تتكون من جسم برونزي محتوي على الرصاص أو خالي من الرصاص مع سدادات أسطوانية من الجرافيت أو مركب الجرافيت MoS₂ مضغوطة في ثقوب محفورة يتم توزيعها بانتظام عبر التجويف وأحيانًا الوجوه النهائية. يوفر البرونز قدرة حمل ممتازة (ضغوط تشغيل تصل إلى 60-80 ميجا باسكال في بعض الدرجات)، وموصلية حرارية عالية لتبديد الحرارة، واستقرار جيد للأبعاد. تساهم سدادات الجرافيت في وظيفة التشحيم الذاتي، حيث تمثل عادةً 20-35% من مساحة سطح المحمل حسب التغطية. تعمل هذه الأكمام بشكل موثوق حتى 400 درجة مئوية (باستخدام مركبات الكربون والجرافيت بدلاً من الجرافيت النقي) وهي مناسبة لسرعات انزلاق بطيئة إلى متوسطة (تصل إلى حوالي 2 م/ث متواصلة). إنها أكثر أنواع محامل الأكمام الخالية من الزيت تحديدًا على نطاق واسع للآلات الصناعية - الناقلات، والمكابس، والرافعات، وآلات القولبة بالحقن، ومعدات التصنيع العامة - بسبب مزيجها من قدرة التحميل العالية، ونطاق درجة الحرارة الواسع، والمتانة في البيئات الملوثة.
تتكون الأكمام المركبة الخالية من الزيت المبطنة بـ PTFE (المعروفة عادةً تحت الأسماء التجارية مثل DU® by Oiles، أو DP4® بواسطة SKF/Glacier، أو منتجات مماثلة من Igus وPermaglide) من دعامة فولاذية، وطبقة داخلية برونزية مسامية (متكلسة عادةً بالفولاذ)، وطبقة انزلاقية مركبة من الرصاص PTFE أو ألياف PTFE بسمك 0.01-0.03 مم مرتبطة بالبرونز. توفر الدعامة الفولاذية احتجازًا مناسبًا للضغط في تجويف المبيت، وتثبت الطبقة البينية البرونزية طبقة PTFE ميكانيكيًا، وتوفر الطبقة السطحية PTFE معامل احتكاك منخفض بشكل استثنائي (0.03-0.12 تحت الأحمال النموذجية) ومقاومة كيميائية ممتازة. يحقق هذا البناء توازنًا مثاليًا للاحتكاك المنخفض جدًا، والمقطع العرضي المدمج (سمك الجدار يصل إلى 0.7-1.5 مم، مما يسمح بالاستخدام في التطبيقات ذات المساحة المحدودة)، وقدرة تحميل عالية (تصل إلى 250 ميجا باسكال)، وتوصيل جيد للحرارة من خلال الظهر الفولاذي. تُعد الأكمام المركبة PTFE الاختيار القياسي لتطبيقات السيارات (المحامل المحورية للدواسة، وأدلة السكك الحديدية للمقعد، ومحاور مفصلات الأبواب)، والآلات الزراعية، والهندسة الميكانيكية العامة حيث يلزم وجود محمل رفيع ذاتي التشحيم في غلاف دقيق. يتمثل القيد الأساسي لها في سقف درجة الحرارة المعتدل (التشغيل المستمر حتى 120-150 درجة مئوية للمتغيرات الخالية من الرصاص) والحساسية لأحمال الصدمات التي يمكن أن تؤدي إلى تفكيك طبقة PTFE.
يتم تصنيع محامل الأكمام البرونزية الملبدة عن طريق ضغط مسحوق البرونز وتلبيده في هيكل مسامي بحجم فراغ 20-35٪، ثم تشريب المسام بالتفريغ باستخدام زيت التشحيم (عادةً ISO VG 68-150 زيت معدني أو صناعي). يتم إطلاق الزيت المخزن في المصفوفة المسامية إلى سطح المحمل عن طريق الحركة الحرارية والشعرية أثناء التشغيل ويتم إعادة امتصاصه عندما يكون المحمل في حالة سكون - مما يؤدي إلى إنشاء خزان تشحيم قائم بذاته يوفر عادةً ما بين 20000 إلى 50000 ساعة من التشغيل الخالي من الصيانة بأحمال وسرعات معتدلة. تكون الأكمام البرونزية الملبدة الخالية من الزيت أكثر فعالية عند السرعات المنخفضة إلى المتوسطة (السرعات السطحية أقل من 2 م/ث)، والأحمال الخفيفة إلى المتوسطة، ودرجات الحرارة أقل من 80 درجة مئوية (فوقها يتحلل الزيت المخزن أو يتم طرده بسرعة كبيرة). إنها نوع المحامل السائد في المحركات الكهربائية الصغيرة، والأجهزة المنزلية، والمضخات، والمراوح، والمعدات المكتبية، وأدوات الطاقة - وهي تطبيقات تتميز بالدوران المستمر منخفض السرعة حيث يحافظ فيلم الزيت الذي يتجدد ذاتيًا على أداء ممتاز بتكلفة منخفضة جدًا. وهي أقل ملاءمة لتطبيقات الحركة ذات درجات الحرارة العالية أو التحميل العالي أو المتأرجحة.
يتم تصنيع محامل الأكمام الخالية من الزيت القائمة على البوليمر من اللدائن الحرارية الهندسية - الأسيتال (POM)، أو النايلون (PA66)، أو UHMW-PE، أو PEEK، أو PTFE - غالبًا مع حشوات التشحيم الصلبة (الجرافيت، MoS₂، ألياف الكربون، PTFE) المركبة في المصفوفة. تتميز هذه المحامل بأنها خفيفة الوزن للغاية، ومقاومة للتآكل تمامًا، وغير موصلة للكهرباء، ومقاومة لمجموعة واسعة من المواد الكيميائية، ومناسبة لتطبيقات ملامسة الأغذية (الدرجات المتوافقة مع FDA/EC 1935/2004 متاحة). وتتمثل المفاضلات الأساسية في قدرة تحميل أقل من البدائل المدعومة بالمعدن، ومعامل كبير للتمدد الحراري (يتطلب خلوصًا قطريًا أكبر لتجنب الحجز عند درجات حرارة مرتفعة)، وامتصاص الرطوبة في درجات البولي أميد التي يمكن أن تؤثر على الأبعاد والتخليص. من بين الموردين الرئيسيين لمحامل جلب البوليمر Igus (مجموعة iglide®)، وTrelleborg (Turcon®)، وSaint-Gobain (لاrglide®). يتم اختبار مواد Igus iglide على وجه الخصوص على نطاق واسع باستخدام بيانات معدل التآكل المنشورة لمئات من مجموعات أعمدة المواد، مما يجعلها عملية لتحديد نطاق واسع من تطبيقات الحمل المنخفضة إلى المتوسطة.
يتم تصنيع محامل الأكمام من الكربون والجرافيت من خليط من الكربون (أو الجرافيت) ومختلف المواد الرابطة (الراتنجات، والزفت، والمواد المشربة المعدنية) التي يتم تشكيلها وخبزها في درجات حرارة عالية لإنتاج بنية صلبة مسامية ذات مداهنة متأصلة. إنها المادة المفضلة لتطبيقات الأكمام غير الزيتية ذات درجة الحرارة العالية جدًا - يمكن تحقيق التشغيل المستمر حتى 500 درجة مئوية باستخدام درجات جرافيت الكربون المشربة بالمعادن، وهو ما يتجاوز بكثير قدرة أي بوليمر أو محمل برونزي تقليدي. تُستخدم جلبات عمود الجرافيت الكربوني على نطاق واسع في أفران تجهيز الأغذية، ومعدات تصنيع الزجاج، والمكونات المساعدة لتوربينات البخار، وأنظمة النقل ذات درجة الحرارة العالية، ومحامل مضخات السوائل الساخنة. وهي هشة (قوة الشد 30-80 ميجا باسكال، أقل بكثير من البرونز)، ولها قدرة تحميل محدودة مقارنة بالمحامل المعدنية، وتتطلب معالجة وتركيبًا دقيقًا لتجنب التشقق. ومع ذلك، في التطبيقات التي تزيد درجة حرارتها عن 250 درجة مئوية حيث لا يمكن لأي مادة أخرى تحمل التشحيم الذاتي أن تبقى على قيد الحياة، غالبًا ما يكون جرافيت الكربون هو الخيار الوحيد القابل للتطبيق.
يتطلب اختيار مادة جلبة العمود الخالية من الزيت المناسبة لتطبيق معين وزن معلمات أداء متعددة في وقت واحد. يوفر جدول المقارنة هذا نظرة عامة جنبًا إلى جنب لأنواع المواد الرئيسية لتوجيه الاختيار الأولي.
| نوع المادة | الحمولة القصوى (ميجا باسكال) | أقصى درجة حرارة (درجة مئوية) | السرعة القصوى (م/ث) | مقاومة التآكل | آمن للطعام | التكلفة النسبية |
| البرونز الموصول بالجرافيت | 60-80 | 400 | 2.0 | معتدل | لا (درجات الرصاص) | متوسط |
| مركب PTFE (نوع DU) | 140-250 | 120-150 | 3.0 | جيد (ظهر فولاذي) | ممكن (خالي من الرصاص) | منخفض – متوسط |
| البرونز الملبد (الزيت الملوث) | 20-40 | 80 | 2.0 | معتدل | No | منخفض |
| البوليمر الهندسي (iglide®) | 10-60 | 90–250 (نظرة خاطفة) | 0.5-5.0 | ممتاز | نعم (درجات إدارة الغذاء والدواء) | منخفض – متوسط |
| جرافيت الكربون | 5-20 | 500 | 10-20 | ممتاز | نعم | متوسط–High |
لقد وجدت محامل الأكمام ذاتية التشحيم طريقها إلى كل الصناعات التي تستخدم الآلات الدوارة تقريبًا، ولكن بعض القطاعات تعتمد عليها بشكل أكبر بكثير من غيرها بسبب متطلبات تشغيلية محددة تجعل المحامل المشحمة التقليدية غير عملية.
يتطلب اختيار محمل الجلبة ذاتية التشحيم تقييمًا منهجيًا لحمل التطبيق وسرعته ودرجة حرارته وبيئته وقيود الأبعاد. يعد الإسراع في هذا الاختيار - اختيار المحمل بناءً على الحجم أو التكلفة فقط - هو المصدر الأكثر شيوعًا لفشل المحامل المبكرة في تطبيقات المحامل التي لا تحتاج إلى صيانة.
يجب حساب الحمل الشعاعي على غلاف العمود من القوى المطبقة، بما في ذلك أحمال الجاذبية، والقوى الدافعة، والأحمال الديناميكية أو أحمال الصدمات. يتم حساب ضغط المحمل P كـ P = F / (d × L)، حيث F هو الحمل الشعاعي بالنيوتن، d هو قطر العمود بالملليمتر، وL هو طول المحمل بالملم. يجب أن يكون P الناتج بـ N/mm² (MPa) أقل من الحد الأقصى المسموح به لضغط تحمل المادة عند درجة حرارة التشغيل. بالنسبة للتطبيقات المحملة بالصدمات، قم بضرب الحمل الثابت بعامل صدمة قدره 1.5-3.0 قبل حساب P. توفر المحامل ذات نسب L/d بين 0.5 و1.5 توزيعًا جيدًا للحمل؛ يمكن أن تتسبب النسب الأعلى من 2.0 في تحميل الحافة في نهايات الكم إذا كان العمود أو الهيكل به أي محاذاة غير صحيحة.
بالنسبة لتطبيقات العمود الدوار، احسب سرعة انزلاق السطح كـ V = (π × d × n) / 60,000، حيث d هو قطر العمود بالملليمتر وn هي سرعة الدوران في دورة في الدقيقة، مما يعطي V بالمتر/الثانية. ثم قم بحساب PV = P × V وقارنها بالحد الكهروضوئي المقدر للمادة (المتوفر من أوراق بيانات الشركة المصنعة). تحتوي معظم الأكمام البرونزية الجرافيتية على حدود كهروضوئية تبلغ 0.1-0.5 ميجاباسكال/ثانية؛ مركبات PTFE 0.05–0.15 ميجاباسكال م/ث؛ تختلف محامل البوليمر بشكل كبير (0.05-0.5 ميجا باسكال م/ث حسب الدرجة). بالنسبة للتطبيقات المتأرجحة (المحاور، المتأرجحة)، يتم حساب سرعة الانزلاق من طول القوس لكل دورة وتردد بدلاً من دورة في الدقيقة المستمرة، مما يؤدي عادةً إلى قيم V أقل بكثير مما يسمح بضغوط أعلى مسموح بها.
حدد الحد الأقصى لدرجة حرارة التشغيل المستمرة وأي تغيرات في درجة حرارة الذروة سيواجهها المحمل. استبعد أنواع المواد التي تكون درجة حرارتها القصوى المقدرة أقل من هذا الحد. ثم حدد الملوثات البيئية - الماء، والأحماض، والقلويات، والمذيبات، والمواد الغذائية، والغبار الكاشطة - وتحقق من التوافق الكيميائي مع مادة التحمل. لاحظ أن العديد من المواد التي تحمل البوليمر مقاومة للمواد الكيميائية ولكن لها استثناءات محددة (على سبيل المثال، الأسيتال POM يتعرض للهجوم بواسطة أحماض قوية؛ PEEK لديه مقاومة كيميائية ممتازة؛ PTFE مقاوم كيميائيًا لكل شيء تقريبًا باستثناء الفلور والمعادن القلوية المنصهرة).
إن سطح تزاوج العمود له تأثير كبير على عمر التآكل ومعامل الاحتكاك لمحمل الأكمام ذاتي التشحيم. تعمل أسطح العمود الصلبة والناعمة على تقليل تآكل المحمل وتسهيل تكوين فيلم النقل. صلابة العمود الموصى بها لتطبيقات الأكمام الخالية من الزيت هي الحد الأدنى HRC 30 للمحامل المركبة من برونز الجرافيت وPTFE، مع تفضيل HRC 45–60 لعمر الخدمة الطويل. يجب أن يكون تشطيب سطح العمود Ra 0.4–0.8 ميكرومتر (تشطيب الأرض) - يمكن للأعمدة الأكثر سلاسة (Ra أقل من 0.2 ميكرومتر) أن تمنع في الواقع التصاق فيلم النقل، في حين أن الأعمدة الأكثر خشونة (Ra أعلى من 1.6 ميكرومتر) تسبب تآكلًا كاشطًا متسارعًا لتجويف المحمل. تعمل الأعمدة المصنوعة من الفولاذ المقاوم للصدأ بشكل جيد مع معظم أنواع المحامل غير الزيتية؛ تتآكل أعمدة الفولاذ الطري غير المتصلبة بشكل أسرع ولا يُنصح باستخدامها في التطبيقات الصعبة. بالنسبة لمواد العمود الناعمة (الألومنيوم والنحاس الناعم والبلاستيك)، استشر الشركة المصنعة للمحامل لمعرفة الحد الأدنى من متطلبات صلابة العمود الخاصة بدرجة المواد الخاصة بها.
يعد الخلوص القطرى الصحيح بين تجويف جلبة العمود الخالية من الزيت ومجلة العمود أمرًا بالغ الأهمية للأداء. يؤدي الخلوص القليل جدًا إلى إمساك المحمل بالعمود (التشنج عند بدء التشغيل أو تحت التمدد الحراري) ؛ يسمح الكثير من الخلوص بحركة العمود مما يتسبب في تحميل الصدمات والضوضاء والتآكل السريع لكل من المحمل وسطح العمود.
كمبدأ توجيهي عام، يجب أن يكون خلوص التشغيل القطري بين العمود وتجويف الغلاف الخالي من الزيت بعد التثبيت 0.001 × قطر العمود للمحامل المركبة PTFE المدعومة بالمعادن و0.002 × قطر العمود للمحامل البرونزية الجرافيتية والمتكلسة في درجة حرارة الغرفة. بالنسبة لمحامل البوليمر، تكون هناك حاجة عادةً إلى خلوص أعلى (0.003–0.005 × قطر العمود) لاستيعاب المعامل الأعلى للتمدد الحراري وتورم الرطوبة المحتمل. بالنسبة لعمود قطره 25 مم، يعني هذا خلوص تشغيل يبلغ حوالي 0.025 مم لمركب PTFE، و0.05 مم لبرونز الجرافيت، و0.075-0.125 مم لأنواع البوليمر. ضع في اعتبارك دائمًا التمدد الحراري لكل من العمود ومواد الكم عند درجة حرارة التشغيل القصوى عند حساب الحد الأدنى لخلوص التشغيل.
يتم دائمًا تثبيت محامل الأكمام الخالية من الزيت دائمًا مع تداخل مناسب في تجويف المبيت لمنع دوران الجلبة في المبيت (مما قد يتسبب في حدوث خلل وفشل سريع في كل من المبيت والقطر الخارجي للكم). إن التسامح القياسي للإسكان لمعظم أنواع محامل الأكمام هو H7، مع تصنيع القطر الخارجي للكم بتسامح s6 أو r6 لملاءمة ضغط خفيفة إلى متوسطة. بالنسبة للأكمام المركبة المدعومة بالفولاذ PTFE، يبلغ التداخل عادةً 0.02-0.06 مم على القطر للعلب التي يتراوح نطاقها بين 10-80 مم. بالنسبة لأغطية البوليمر المضغوطة في أغلفة الألومنيوم أو البلاستيك، يجب حساب التداخل بعناية لأن التمدد الحراري لمادة الغلاف قد يؤدي إما إلى زيادة التداخل (في الأكمام المدعومة بالفولاذ في أغلفة الألومنيوم) أو تقليله (في أغلفة البوليمر في أغلفة البوليمر) عند درجة حرارة التشغيل - يمكن أن يسبب أي من الحدين الأقصى حدوث مشكلات.
عند ضغط غلاف بدون زيت داخل مبيت، يقل حجم تجويف المبيت قليلًا بسبب الضغط المرن لجدار الكم وتشوه البلاستيك في الواجهة. يجب قياس تقليل التجويف هذا - والذي يسمى "تصحيح ملاءمة الضغط" - وحسابه عند تحديد قطر تجويف الجلبة. بالنسبة للأكمام المركبة PTFE ذات الجدران الرقيقة (سمك الجدار 0.75-2.5 مم)، يكون تقليل التجويف بعد الضغط عادةً 0.01-0.04 مم اعتمادًا على سمك الجدار والتداخل. توفر الشركات المصنعة جداول تصحيح التجويف لمنتجاتها المحددة - استخدمها دائمًا لحساب قطر التجويف المطلوب أثناء التصنيع لتحقيق خلوص التشغيل المستهدف بعد التثبيت.
حتى محمل الجلبة ذاتية التشحيم المحدد بشكل صحيح سوف يفشل قبل الأوان إذا تم تركيبه بشكل غير صحيح. تنطبق إرشادات التثبيت هذه على جميع أنواع محامل الأكمام غير الزيتية الرئيسية، وكثيرًا ما يتم تجاهلها في مواقف الصيانة الميدانية.
أحد الأسئلة الأكثر شيوعًا عند تحديد المحامل لتصميم جديد هو ما إذا كان سيتم استخدام محمل جلبة ذاتي التشحيم أو محمل عنصر متدحرج (محمل كروي، محمل أسطواني). ولكل منهما أدوار مشروعة، ويجب أن يعتمد الاختيار على متطلبات محددة وليس على العادة أو التوافر.
عندما تفشل جلبة العمود الخالية من الزيت قبل فترة الخدمة المتوقعة - من خلال التآكل المفرط أو الاستيلاء أو الضوضاء أو تغيير الأبعاد - فإن السبب الجذري يمكن إرجاعه دائمًا إلى واحد من عدد صغير من الأخطاء الشائعة في الاختيار أو التثبيت أو التشغيل. فيما يلي دليل عملي لتشخيص المشكلات الأكثر شيوعًا وحلها.
يحدث التآكل السريع لجلبة التشحيم الذاتي في أغلب الأحيان بسبب تجاوز الطاقة الكهروضوئية الفعلية للحد المقدر (إعادة فحص حسابات الحمل والسرعة ودرجة الحرارة)، أو خشونة سطح العمود أعلى من الموصى بها (Ra أعلى من 1.6 ميكرومتر)، أو سطح العمود ناعم جدًا (أقل من الصلابة الموصى بها)، أو التلوث الكاشطة الذي يدخل في خلوص المحمل، أو عدم كفاية خلوص التشغيل مما يؤدي إلى احتجاز الحرارة تحت الحمل. افحص سطح المحمل البالي تحت عدسة مكبرة أو مجهر: يعتبر التآكل الموحد ذو المظهر الأملس المصقول أمرًا طبيعيًا؛ تشير الأخاديد العميقة الموازية لمحور العمود إلى التلوث الكاشطة؛ يشير التهديف المحيطي إلى النوبة. يشير السطح المصقول أو الممزق إلى التحميل الزائد للصدمة.
يشير الغلاف الخالي من الزيت الذي يدور في غلافه بدلاً من العمود الذي يدور في الغلاف إلى عدم ملاءمة التداخل بشكل كافٍ - إما أن تجويف الغلاف كبير الحجم، أو أن القطر الخارجي للكم أصغر من الحجم، أو تم التخلص من التداخل بواسطة مادة التشحيم المطبقة أثناء التثبيت. تحقق من قطر تجويف المبيت وقارنه بتحمل المبيت المحدد من قبل الشركة المصنعة للجلبة. إذا كان التجويف ضمن نطاق التسامح وما زال يحدث تحول، قم بزيادة التداخل عن طريق تحديد فئة التسامح التالية الأكثر إحكامًا للقطر الخارجي، أو استخدم مركب الاحتفاظ بالمحمل كمكمل. لاحظ أنه في درجات الحرارة المرتفعة، يمكن أن يؤدي التمدد الحراري التفاضلي بين غلاف البوليمر والغلاف الفولاذي إلى تقليل التداخل أو إزالته - بالنسبة لتطبيقات درجات الحرارة المرتفعة، يجب إضافة ميزات الاحتفاظ الميكانيكية (حلقة احتجاز، أو مبيت على الكتف، أو برغي مثبت) كاحتجاز ثانوي.
عادةً ما يشير الصرير أو الاهتزاز أو الاهتزاز المتقطع في تركيب غلاف عمود جديد بدون زيت إلى أحد ما يلي: عدم كفاية خلوص التشغيل الذي يسبب احتكاك الانزلاق (شائع جدًا مع محامل مركب PTFE الجديدة قبل إنشاء فيلم النقل - السماح بفترة التشغيل)، عدم المحاذاة بين العمود ومحور تجويف المبيت (تحقق من محاذاة المبيت؛ المحاذاة غير الصحيحة تسبب تحميل الحافة وتآكل غير متماثل)، تموج سطح العمود مما يسبب اختلافًا دوريًا في ضغط التلامس، أو مادة العمود غير متوافقة مع مادة المحمل (بعضها تميل مجموعات عمود المحمل إلى الانزلاق بدلاً من الانزلاق المستمر بسرعات منخفضة - راجع بيانات توافق مادة عمود المحمل الخاصة بالشركة المصنعة).

البنية المادية: برونز الألومنيوم المصبوب CuZn25Al6Fe3Mn3، مع ملحق من الجرافيت. مميزات...
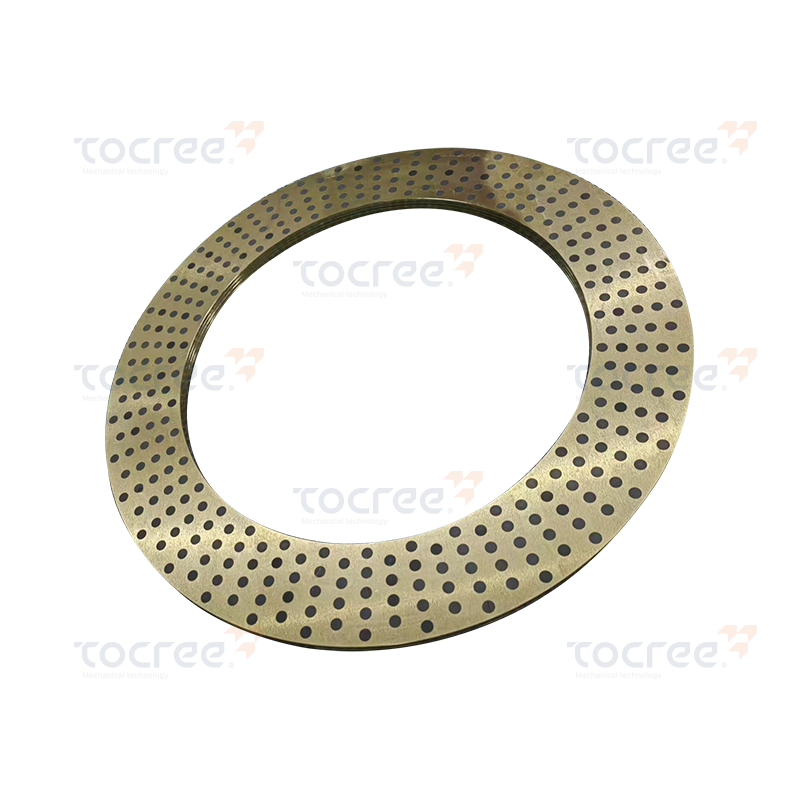
حلقات النحاس الصلبة ذاتية التشحيم هي مكونات عالية الأداء، مصنوعة عن طريق التصنيع الدقيق باستخدام ...

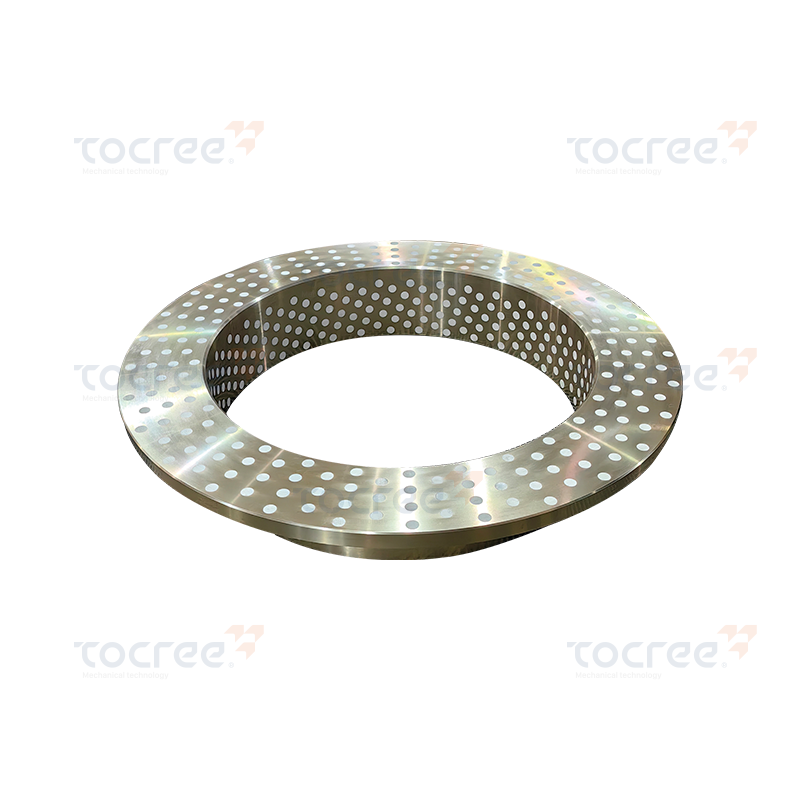
إن الجلبة المثمنة المصنوعة من CuSn6Zn6Pb3 (برونز القصدير) والتصنيع الدقيق للجرافيت عبارة عن محمل ...
يعد الغلاف النحاسي الصلب ذاتي التشحيم ذو الحافة الواحدة PTFE مكونًا ميكانيكيًا عالي الأداء. يتم تصني...

محمل التشحيم الذاتي أحادي الحافة (مع تضمين الجرافيت) عبارة عن غلاف نحاسي صلب عالي الأداء ذاتي الت...
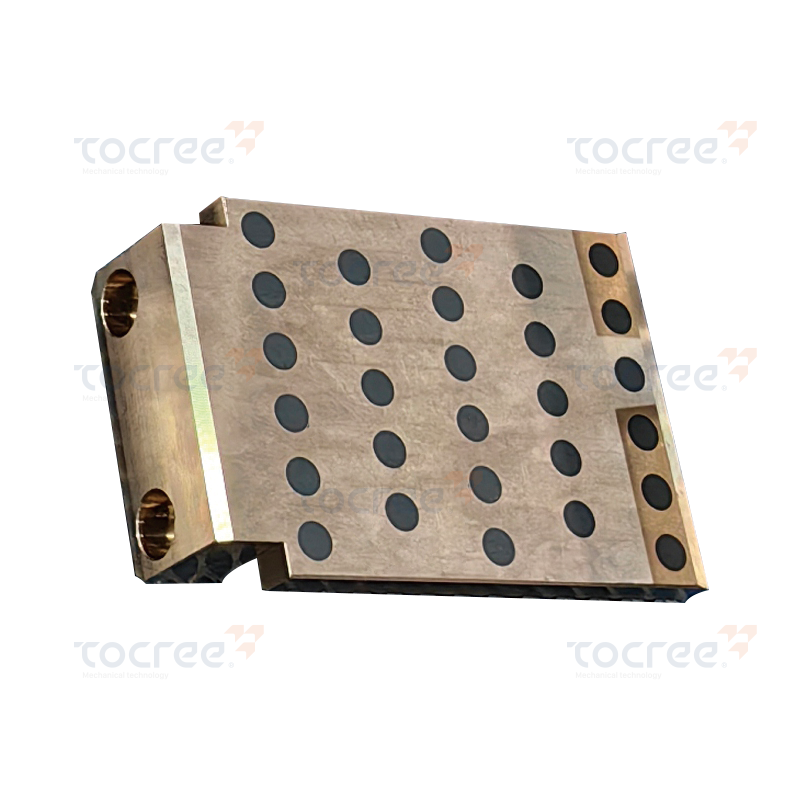
يتم تصنيع منزلق التشحيم الذاتي الصلب على شكل حرف L عن طريق دمج مادة تشحيم صلبة من الجرافيت عالية ...

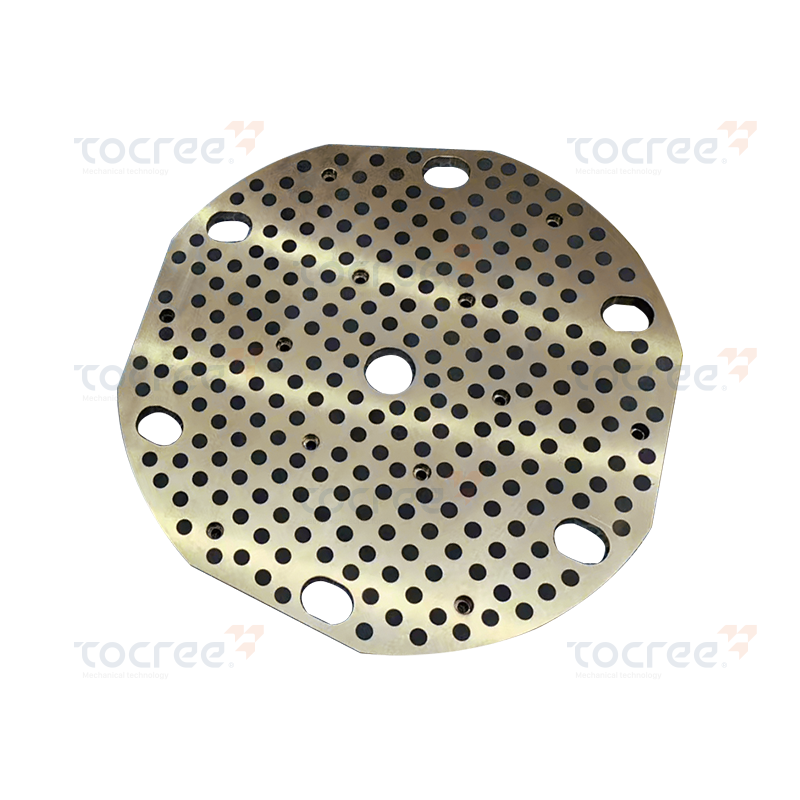
هذا الغلاف النحاسي الكروي ذاتي التشحيم مصنوع من النحاس عالي القوة كمادة أساسية. يحتوي على ثقوب مح...
حشية الجرافيت ذات الأساس النحاسي مصنوعة من سبائك النحاس والزنك عالية الجودة كمادة أساسية. لقد خضع...
حقوق الطبع والنشر© 2025 Jiashan Tocree Machinery Co., Ltd.جميع الحقوق محفوظة..
