 English
English 中文简体
中文简体 Deutsch
Deutsch عربى
عربىلأية أسئلة وتعليقات من العملاء، سوف نقوم بالرد بصبر ودقة.
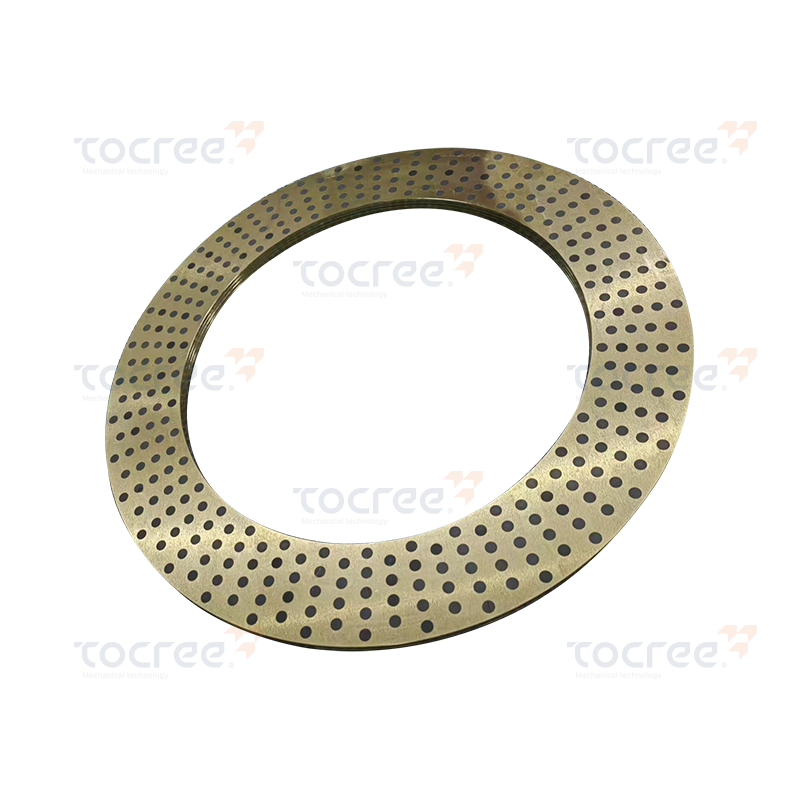
البنية المادية: برونز الألومنيوم المصبوب CuZn25Al6Fe3Mn3، مع ملحق من الجرافيت. مميزات...
ألواح التآكل البرونزية الجرافيتية عبارة عن مكونات تحمل مسطحة أو على شكل آلة مصنوعة من سبائك البرونز المصبوب ومزودة بسدادات جرافيت صلبة متباعدة بانتظام يتم ضغطها أو صبها مباشرة في الثقوب المحفورة من خلال المصفوفة البرونزية. تعمل سدادات الجرافيت كمواد تشحيم جافة مدمجة ذاتية التجديد - عندما ينزلق سطح التزاوج عبر اللوحة، يتم تحرير الجرافيت تدريجيًا من المقابس ويشكل طبقة تشحيم رفيعة ومستمرة بين أسطح التلامس. تلغي آلية التشحيم الذاتي هذه الحاجة إلى زيت أو شحم خارجي في معظم ظروف التشغيل، مما يجعل هذه اللوحات حلاً عمليًا للغاية لتطبيقات التلامس المنزلقة أو المتأرجحة أو الدوارة حيث يكون التشحيم التقليدي غير عملي أو غير موثوق به أو غير مرغوب فيه.
توفر سبيكة البرونز المستخدمة كمادة أساسية القوة الهيكلية والقدرة على التحمل ومقاومة التآكل، بينما يوفر الجرافيت التشحيم. تعمل هاتان المادتان معًا على إنشاء سطح تآكل مركب يعمل بشكل موثوق عبر نطاق واسع من درجات الحرارة والأحمال والبيئات - بما في ذلك الظروف التي تتأكسد فيها مواد التشحيم المعتمدة على الزيت، أو تنغسل، أو تلوث المنتج، أو تتجمد. يتم استخدام ألواح التآكل البرونزية المدمجة من الجرافيت في صناعات متنوعة مثل تصنيع الفولاذ، وأدوات الضغط الثقيلة، وتوليد الطاقة الكهرومائية، وهندسة الجسور، ومعالجة الأغذية، حيثما يجب أن تعمل أسطح التلامس المنزلقة بأقل قدر من الصيانة على مدى عمر الخدمة الممتد.
أداء لوحات ارتداء البرونزية الجرافيت يعتمد كليًا على فهم كيفية إنشاء طبقة نقل التشحيم الصلبة والحفاظ عليها أثناء التشغيل. على عكس التشحيم بالسوائل، حيث يفصل فيلم زيتي مستمر بين سطحين، يعمل تشحيم الجرافيت الصلب عن طريق الالتصاق والنقل - وهي آلية مختلفة بشكل أساسي وأكثر قوة من عدة جوانب.
عندما ينزلق السطح المعدني المتزاوج لأول مرة عبر اللوحة البرونزية، تتلامس سدادات الجرافيت المرتفعة وتبدأ في تشويه طبقات مجهرية من الجرافيت على كل من سطح اللوحة وسطح التزاوج. في غضون فترة تشغيل قصيرة نسبيًا - عادةً من بضع ساعات إلى بضعة أيام من التشغيل اعتمادًا على الحمل والسرعة - تتراكم طبقة رقيقة مستمرة من الجرافيت عبر وجهي التلامس. بمجرد إنشاء فيلم النقل هذا بالكامل، يعمل الجرافيت كواجهة منخفضة قوة القص تمنع الاتصال المباشر من معدن إلى معدن، مما يقلل معاملات الاحتكاك إلى 0.05-0.15 عادةً، وهو ما يشبه المحامل التقليدية المشحمة جيدًا.
يؤثر حجم وعمق وتباعد ونمط سدادات الجرافيت بشكل كبير على أداء تزييت اللوحة. عادة ما تكون المقابس أسطوانية، ويتراوح قطرها من 4 مم إلى 12 مم، ويتم توزيعها في شبكة منتظمة أو نمط متداخل عبر سطح المحمل بحيث تقع نسبة تغطية الجرافيت - النسبة المئوية لمساحة التلامس التي يشغلها الجرافيت - ضمن النطاق الأمثل، عادة 20-35٪. تغطية قليلة جدًا من الجرافيت تعني عدم كفاية نقل مواد التشحيم؛ يؤدي الكثير إلى تقليل المساحة الحاملة للمصفوفة البرونزية وإضعاف اللوحة ميكانيكيًا. يعد عمق السدادة أمرًا بالغ الأهمية أيضًا - فالسدادات الضحلة جدًا تتآكل بسرعة، بينما تعمل السدادات المحفورة بعمق في البرونز كخزان جرافيت طويل المدى يطيل عمر الخدمة إلى حد كبير.
تأتي قدرة الجرافيت على التشحيم من بنيته البلورية الفريدة من نوعها. يتم ترتيب ذرات الكربون في الجرافيت في طبقات سداسية مسطحة (مستويات قاعدية) ترتبط بقوة داخل كل طبقة ولكنها لا تتماسك معًا بين الطبقات إلا بواسطة قوى فان دير فال الضعيفة. وهذا يعني أن الطبقات تنزلق بسهولة فوق بعضها البعض مع مقاومة قليلة جدًا، مما ينتج عنه ملمس زلق مميز للجرافيت. في سياق التحمل، يسمح هذا الهيكل الصفائحي لجزيئات الجرافيت بالقص والانتشار عبر سطح التلامس بأقل قدر من الاحتكاك. والأهم من ذلك، يحتفظ الجرافيت بخاصية التشحيم هذه عبر نطاق واسع جدًا من درجات الحرارة - بدءًا من درجات الحرارة المبردة حتى 400 درجة مئوية تقريبًا في البيئات غير المؤكسدة، وما يصل إلى 300 درجة مئوية في الهواء - وهو ما يتجاوز نطاق معظم زيوت التشحيم والشحوم التقليدية.
ليست كل السبائك البرونزية مناسبة بشكل متساوٍ لارتداء تطبيقات الألواح. تحدد تركيبة السبائك المحددة سعة تحميل اللوحة، ومقاومة التآكل، والصلابة، وقابلية التشغيل الآلي، والتوافق مع سدادات الجرافيت. يتم استخدام العديد من درجات البرونز المميزة بشكل شائع في إنتاج ألواح التآكل البرونزية ذاتية التشحيم، وكل منها يناسب متطلبات التشغيل المختلفة.
| درجة السبائك | تكوين | الخصائص الرئيسية | التطبيقات النموذجية |
| CuSn12 (القصدير البرونزي) | النحاس 87%، القصدير 12%، أثر الفسفور | صلابة عالية، مقاومة ممتازة للتآكل، سعة تحميل جيدة | أدوات الضغط الثقيلة، الأسطوانات الهيدروليكية، أدلة مصانع الصلب |
| CuSn8 (برونز الفوسفور) | النحاس 91.5%، القصدير 8%، الفسفور 0.1-0.35% | قوة التعب جيدة، مقاومة للتآكل، صلابة معتدلة | التآكل المنزلق العام، المعدات البحرية، مكونات المضخة |
| CuAl10Fe3 (برونز الألومنيوم) | نحاس 86%، آل 10%، حديد 3%، منغنيز 1% | قوة عالية جدًا، مقاومة ممتازة للتآكل، متوافقة مع مياه البحر | المعالجة البحرية والبحرية والكيميائية ولوحات توجيه عالية التحميل |
| CuZn25Al5 (نحاس عالي القوة) | النحاس 68%، الزنك 25%، آل 5%، آثار الحديد/المنجنيز | فعالة من حيث التكلفة، وقابلية تصنيع جيدة، وقوة معتدلة | تطبيقات الأحمال الخفيفة إلى المتوسطة، والهندسة العامة |
| CuSn12Ni (برونز النيكل والقصدير) | النحاس 85%، القصدير 12%، النيكل 2% | تعزيز الصلابة ومقاومة التآكل مقارنة ببرونز القصدير القياسي | تطبيقات التآكل عند درجات الحرارة العالية، مكونات التوربينات، مكابس الحدادة |
يعد برونز القصدير CuSn12 السبيكة الأساسية الأكثر استخدامًا على نطاق واسع لألواح تآكل برونز الجرافيت في التطبيقات الصناعية الثقيلة، نظرًا لصلابته العالية (عادةً 90-110 HB) والتوافق الممتاز مع عملية الحفر والضغط بسدادة الجرافيت. يتم تحديد برونز الألومنيوم عندما تكون الأولوية لمقاومة التآكل في البيئات العدوانية، في حين توفر درجات برونز الفوسفور أرضية متوسطة فعالة من حيث التكلفة للتطبيقات الهندسية العامة ذات التحميل المتوسط.
عند تقييم ألواح التآكل البرونزية الجرافيتية لتطبيق معين، يجب تقييم العديد من معلمات الأداء مقابل ظروف التشغيل. إن فهم ما تعنيه هذه الأرقام وكيفية تفاعلها أمر ضروري لإجراء اختيار موثوق.
القيمة الكهروضوئية - منتج ضغط المحمل بالميجا باسكال وسرعة الانزلاق بالمتر/الثانية - هي معلمة الأداء الأكثر أهمية لأي محمل منزلق أو لوحة تآكل. إنه يمثل شدة التلامس القبلي ويحدد معدل توليد الحرارة عند الواجهة المنزلقة. عادةً ما تحمل ألواح التآكل البرونزية الجرافيتية تصنيفات كهروضوئية تتراوح من 0.1 إلى 0.5 ميجاباسكال/ثانية في التشغيل الجاف، اعتمادًا على درجة السبيكة وتغطية الجرافيت. يؤدي تجاوز القيمة الكهروضوئية المقدرة إلى حدوث تآكل سريع وارتفاع درجة الحرارة والنوبات النهائية. لاحظ أن الضغط العالي والسرعة المنخفضة، أو الضغط المنخفض والسرعة العالية، قد يقعان ضمن الغلاف الكهروضوئي المقبول - ولكن يجب أيضًا احترام حد الضغط الفردي وحد السرعة الفردية بشكل مستقل.
إحدى المزايا الرئيسية لألواح التآكل البرونزية الجرافيتية على أنظمة المحامل المبطنة بالبوليمر أو المشحمة بالزيت هي قدرتها على العمل في درجات حرارة مرتفعة. يبقى تشحيم الجرافيت الصلب فعالاً حتى 300 درجة مئوية تقريبًا في البيئات المؤكسدة (الهواء) وما يصل إلى 400-500 درجة مئوية في الأجواء الخاملة أو المختزلة. تحتفظ مصفوفة سبائك البرونز بقوة ميكانيكية كافية تصل إلى 200-250 درجة مئوية لبرونز القصدير، وما يصل إلى 300 درجة مئوية لدرجات برونز الألومنيوم. وهذا يجعل الألواح البرونزية المسدودة بالجرافيت هي الاختيار القياسي للتطبيقات التي تتضمن الأدوات الساخنة، ومعدات تصنيع الزجاج، وناقلات الفرن، وأدلة ضغط الحدادة حيث تتحلل محامل البوليمر والشحوم بسرعة.
يمكن أن تدعم ألواح التآكل البرونزية الجرافيت أحمالًا ثابتة عالية جدًا - تصل إلى 80-100 ميجا باسكال لبرونز القصدير CuSn12 - مما يجعلها مناسبة للاستخدام تحت المكابس الثقيلة، والأسطوانات الهيدروليكية الكبيرة، ومحامل الجسور الهيكلية. يكون الحمل الديناميكي (الانزلاقي) المسموح به أقل من الحد الثابت، عادة 20-40 ميجا باسكال، لأن التلامس المنزلق يولد حرارة يجب تبديدها داخل اللوحة وسطح التزاوج. يجب دائمًا تأكيد حدود الحمل الفعلية من خلال ورقة بيانات الشركة المصنعة للتكوين المحدد للسبائك والجرافيت المستخدم، حيث أن الاختلافات في هندسة السدادات وجودة صب السبائك يمكن أن تؤثر بشكل كبير على الأداء.
بعد إنشاء فيلم النقل بشكل كامل، يكون معامل الاحتكاك للوحة التآكل البرونزية الجرافيتية المصممة جيدًا والتي تنزلق على سطح فولاذي مقوى عادةً 0.05-0.15 في الظروف الجافة. وهذا أقل بكثير من البرونز غير المشحم على الفولاذ (0.3-0.5) ويمكن مقارنته، على الرغم من أنه أعلى قليلاً، من التشحيم بطبقة زيتية (0.01-0.05). يتأثر معامل الاحتكاك بتشطيب سطح السطح المضاد (أكثر سلاسة هو الأفضل، Ra 0.4–0.8 ميكرومتر مثالي)، وضغط التلامس، وسرعة الانزلاق، ودرجة حرارة التشغيل. في البيئات الرطبة أو المعرضة للماء، يمكن للرطوبة تعزيز أداء التشحيم للجرافيت وتقليل معاملات الاحتكاك بشكل أكبر.
تخدم ألواح التآكل البرونزية الجرافيتية نطاقًا واسعًا بشكل ملحوظ من الصناعات على وجه التحديد لأن قدراتها على التشحيم الذاتي ودرجة الحرارة العالية والحمل العالي تحل المشكلات التي لا يمكن لأي مادة بديلة واحدة معالجتها بفعالية. وإليك كيفية تطبيقها عبر قطاعات الصناعة الرئيسية:
تمثل مصانع الصلب أحد أكبر مستخدمي ألواح الجرافيت البرونزية على مستوى العالم. يتم استخدام هذه الألواح كألواح توجيه، وألواح منزلقة، وبطانات تآكل في آلات الصب المستمر، وأدلة مطاحن الدرفلة، وأفران دفع الألواح، وأنظمة نقل قضبان الفولاذ. إن الجمع بين درجات حرارة التشغيل المرتفعة (غالبًا 150-300 درجة مئوية)، والأحمال الثقيلة من ألواح وألواح الفولاذ، واستحالة الحفاظ على التشحيم التقليدي في بيئة حارة وملوثة على نطاق واسع، يجعل من البرونز ذاتي التشحيم المادة الوحيدة القابلة للحياة. يتم تثبيت اللوحات على إطارات توجيه قابلة للتعديل ويتم استبدالها بشكل دوري كعنصر صيانة مخطط له، حيث يعمل معدل التآكل كمؤشر على محاذاة النظام وتوزيع الحمل.
تستخدم مكابس الختم الثقيلة، ومكابس الحدادة، وآلات القولبة بالحقن ألواح تآكل برونزية من الجرافيت كألواح توجيه لمجموعة القالب، وأدلة مكبس الضغط، وبطانات تآكل منزلقة. في مجموعات القوالب، يتم تثبيت اللوحات على أعمدة توجيه وبطانات توجيه للحفاظ على المحاذاة الدقيقة بين القوالب العلوية والسفلية أثناء دورات الختم عالية السرعة وعالية القوة. تعد خاصية التشحيم الذاتي أمرًا بالغ الأهمية هنا لأن تلوث الأجزاء المختومة بالزيت أو الشحوم - والذي قد يحدث مع التشحيم التقليدي - أمر غير مقبول في صناعة السيارات والفضاء والمكونات الإلكترونية. عادةً ما يتم تصنيع لوحات توجيه أدوات الضغط بتفاوتات ضيقة للأبعاد (±0.01–0.02 مم) للحفاظ على دقة محاذاة القالب على مدى ملايين دورات الضغط.
تستخدم محامل توسيع الجسور، وأدلة بوابة السدود، ومجاري بوابة السد، ومنصات دفع التوربينات الكهرومائية جميعها ألواح تآكل برونزية من الجرافيت لاستيعاب حركات الانزلاق البطيئة والثقيلة مع عدم إمكانية الوصول إلى الصيانة. في محامل الجسور، تسمح الألواح بحركات التمدد الحراري والانكماش لسطح الجسر - عادةً من بضعة ملليمترات إلى سنتيمترات سنويًا - تحت أحمال مئات الأطنان، مع عمر خدمة تصميمي يتراوح بين 30 إلى 50 عامًا دون إعادة التشحيم. يوفر مزيج CuSn12 أو برونز الألومنيوم مع سدادات الجرافيت مقاومة التآكل اللازمة للبيئات الخارجية والمغمورة ومعامل الاحتكاك المنخفض اللازم لمنع انتقال القوى الأفقية المفرطة إلى البنية التحتية للجسر أثناء الحركة الحرارية.
في مصانع تجهيز الأغذية ومنشآت تصنيع الأدوية، يعد تلوث تزييت المنتج بمثابة مصدر قلق بالغ للسلامة والتنظيم. تستفيد أدلة الناقل، وشرائح سلسلة الفرن، ومكونات ماكينة التعبئة، والألواح المنزلقة لمعدات التعبئة والتغليف من ألواح التآكل البرونزية الجرافيتية، والتي توفر تشحيمًا موثوقًا به مع عدم وجود خطر انتقال الزيوت أو الشحوم إلى تيار المنتج. تتوفر درجات الجرافيت المتوافقة مع إدارة الغذاء والدواء (FDA) لتطبيقات الاتصال المباشر بالأغذية. كما أن سهولة تنظيف الأسطح البرونزية تسهل أيضًا الامتثال لمتطلبات الصرف الصحي.
تعمل معدات تشكيل ومناولة الزجاج في درجات حرارة عالية للغاية حيث يكون التشحيم التقليدي غير فعال تمامًا. يتم استخدام ألواح التآكل البرونزية الجرافيتية كقضبان توجيه، وشرائح دافعة، وأدلة حاملة القالب في آلات تشكيل الحاويات الزجاجية، وخطوط الزجاج العائم، وأنظمة نقل أثاث أفران السيراميك. عند درجات حرارة تتراوح بين 200-400 درجة مئوية، تحافظ سدادات الجرافيت على التشحيم الفعال بينما تحتفظ المصفوفة البرونزية بسلامتها الهيكلية، مما يسمح لهذه المكونات بالبقاء على قيد الحياة في بيئات التدوير الحرارية الصعبة التي من شأنها تدمير البوليمر أو البدائل المشحمة بالزيت في غضون ساعات.

إن فهم كيفية مقارنة ألواح التآكل البرونزية الجرافيتية بالمواد المنافسة يساعد المهندسين على اتخاذ الاختيار الأكثر فعالية من حيث التكلفة لكل تطبيق بدلاً من التخلف عن استخدام مادة مألوفة خارج العادة.
| الملكية | الجرافيت البرونزي | برونز مبطن بمادة PTFE | البرونز الملبد المشرب بالزيت | الحديد الزهر (غير مشحم) |
| أقصى درجة حرارة التشغيل. | 300-400 درجة مئوية | 260 درجة مئوية | 80-120 درجة مئوية | 300 درجة مئوية (جاف) |
| سعة التحميل | عالية جدًا (تصل إلى 100 ميجا باسكال) | معتدل (حتى 30 ميجا باسكال) | معتدل (حتى 25 ميجا باسكال) | عالية ولكنها هشة |
| معامل الاحتكاك (الجاف) | 0.05-0.15 | 0.04-0.12 | 0.05-0.10 (بالزيت) | 0.3-0.5 |
| مقاومة التآكل | جيد إلى ممتاز | جيد | معتدل | فقير |
| الصيانة مطلوبة | لا شيء (التشحيم الذاتي) | لا شيء | إعادة التزييت بشكل دوري | هناك حاجة إلى تشحيم منتظم |
| مقاومة التأثير/الصدمات | جيد | معتدل | معتدل | منخفض (كسر هش) |
| التكلفة النسبية | متوسطة - عالية | متوسط | منخفض – متوسط | منخفض |
يتطلب تحديد لوحة التآكل البرونزية الجرافيتية بشكل صحيح جمع بيانات دقيقة حول ظروف التشغيل وترجمة تلك البيانات إلى مجموعة من متطلبات المواد والأبعاد. يعد تسريع هذه العملية من خلال الإعداد الافتراضي للوحة "قياسية" دون التحقق من التحميل الكهروضوئي الفعلي وظروف درجة الحرارة سببًا شائعًا لفشل اللوحة المبكر.
تم تصميم ألواح التآكل البرونزية الجرافيتية لتعمل بدون صيانة خلال فترة خدمتها، ولكن التثبيت المناسب ومراقبة التآكل الدورية ضروريان للحصول على أقصى عمر خدمة لكل لوحة ولتجنب الأعطال غير المتوقعة.
قبل تركيب اللوحات الجديدة، قم بتنظيف وفحص سطح التثبيت جيدًا (اللوحة الخلفية أو المبيت) للتأكد من أنه مسطح وخالي من النتوءات ونظيف من بقايا مواد التشحيم القديمة أو حطام التآكل. سيتم نقل أي تموج أو نقاط عالية في سطح التثبيت إلى لوحة التآكل وإنشاء توزيع غير متساوي للحمل، مما يؤدي إلى تسريع التآكل الموضعي. يجب تشديد براغي التثبيت على عزم الدوران المحدد من قبل الشركة المصنعة بنمط متقاطع لضمان ضغط التثبيت المتساوي. ينبغي توجيه سدادات الجرافيت بحيث يكون محورها الطويل متعامدًا مع الاتجاه المنزلق حيثما أمكن ذلك، حيث يؤدي ذلك إلى زيادة منطقة التلامس الجرافيت أثناء عملية تشكيل فيلم النقل.
إن عمر التآكل للوحة التآكل البرونزية الجرافيتية محدود ويجب مراقبتها بشكل منهجي لمنع المصفوفة البرونزية من التآكل إلى سطح التركيب، مما قد يؤدي إلى إتلاف السطح المضاد والتسبب في فقدان مفاجئ لدقة المحاذاة. يتم تصنيع معظم الألواح مع بدل تآكل محدد - عادةً ما يتراوح بين 3 إلى 6 مم من سمك التآكل القابل للاستخدام فوق عمق سدادة الجرافيت. قم بإنشاء فترة فحص منتظمة مناسبة لكثافة التشغيل للتطبيق وقياس سماكة اللوحة أو تسجيل الارتفاع البارز لسدادات الجرافيت فوق السطح البرونزي. عندما تكون سدادات الجرافيت متسقة مع السطح البرونزي أو غائرة تحته، تكون اللوحة قد وصلت إلى نهاية عمر الخدمة ويجب استبدالها قبل فترة الصيانة التالية.
يعد التآكل السريع غير الطبيعي، أو خدش السطح البرونزي، أو تلطيخ البرونز على سطح الطاولة، أو تشقق سدادات الجرافيت، كلها علامات على وجود خطأ ما في ظروف التشغيل أو التثبيت. تشمل الأسباب الشائعة التحميل الزائد بما يتجاوز التصنيف الكهروضوئي، أو تلوث الواجهة المنزلقة بالجزيئات الكاشطة مثل الحجم أو الرمل، أو المحاذاة غير الصحيحة التي تسبب تحميل الحافة على اللوحة، أو الواجهة الخشنة أو الناعمة بشكل مفرط، أو اختيار سبيكة غير صحيح لظروف درجة الحرارة. يؤدي التحقيق في السبب الجذري ومعالجته قبل تثبيت اللوحات البديلة إلى تجنب تكرار نفس الفشل وإهدار تكلفة المكونات الجديدة.

البنية المادية: برونز الألومنيوم المصبوب CuZn25Al6Fe3Mn3، مع ملحق من الجرافيت. مميزات...
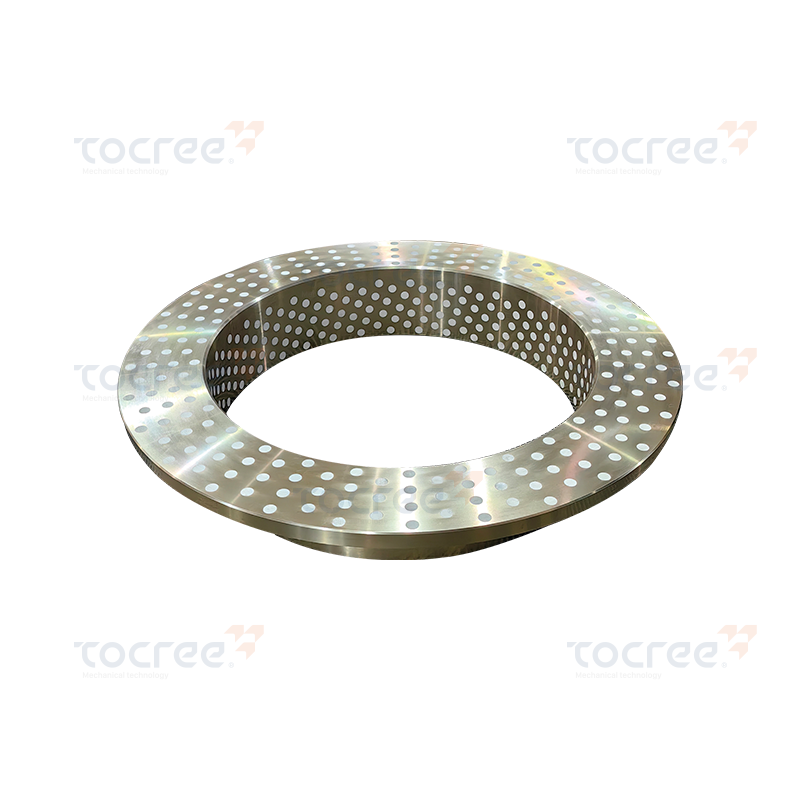
حلقات النحاس الصلبة ذاتية التشحيم هي مكونات عالية الأداء، مصنوعة عن طريق التصنيع الدقيق باستخدام ...

إن الجلبة المثمنة المصنوعة من CuSn6Zn6Pb3 (برونز القصدير) والتصنيع الدقيق للجرافيت عبارة عن محمل ...
يعد الغلاف النحاسي الصلب ذاتي التشحيم ذو الحافة الواحدة PTFE مكونًا ميكانيكيًا عالي الأداء. يتم تصني...

محمل التشحيم الذاتي أحادي الحافة (مع تضمين الجرافيت) عبارة عن غلاف نحاسي صلب عالي الأداء ذاتي الت...
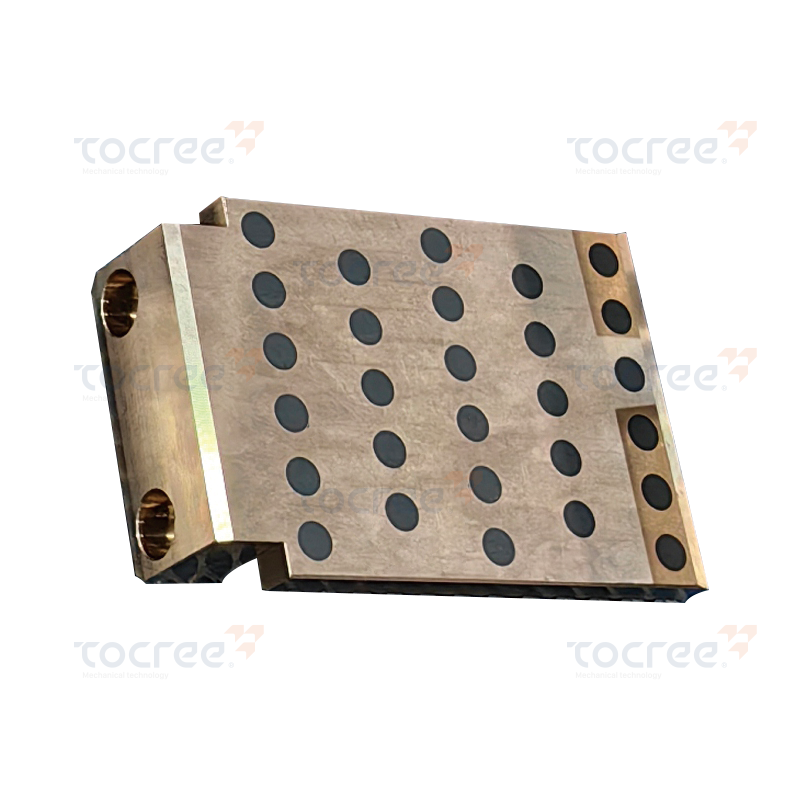
يتم تصنيع منزلق التشحيم الذاتي الصلب على شكل حرف L عن طريق دمج مادة تشحيم صلبة من الجرافيت عالية ...

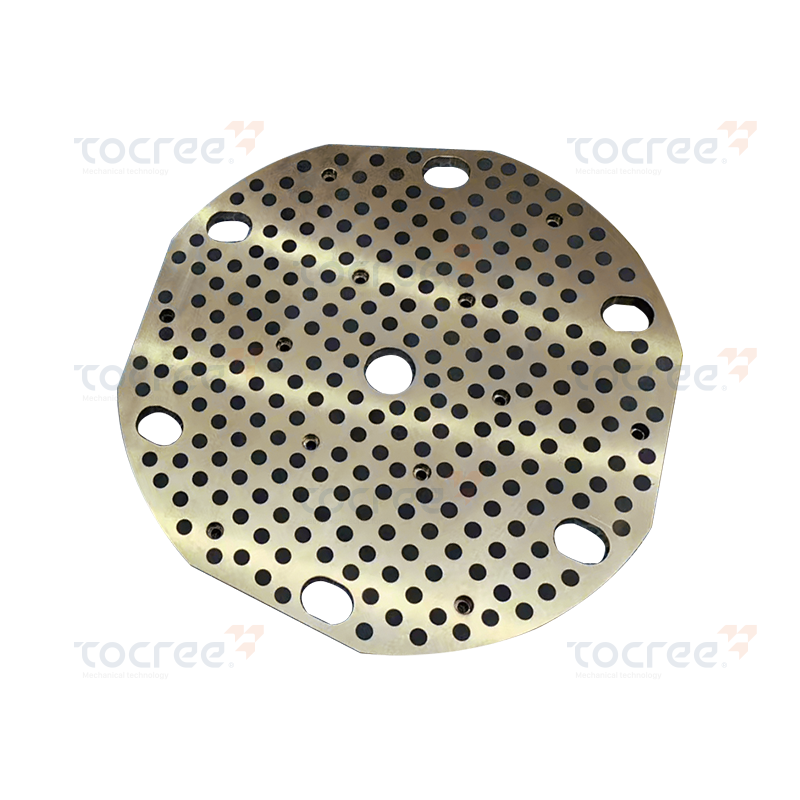
هذا الغلاف النحاسي الكروي ذاتي التشحيم مصنوع من النحاس عالي القوة كمادة أساسية. يحتوي على ثقوب مح...
حشية الجرافيت ذات الأساس النحاسي مصنوعة من سبائك النحاس والزنك عالية الجودة كمادة أساسية. لقد خضع...
حقوق الطبع والنشر© 2025 Jiashan Tocree Machinery Co., Ltd.جميع الحقوق محفوظة..
